USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.


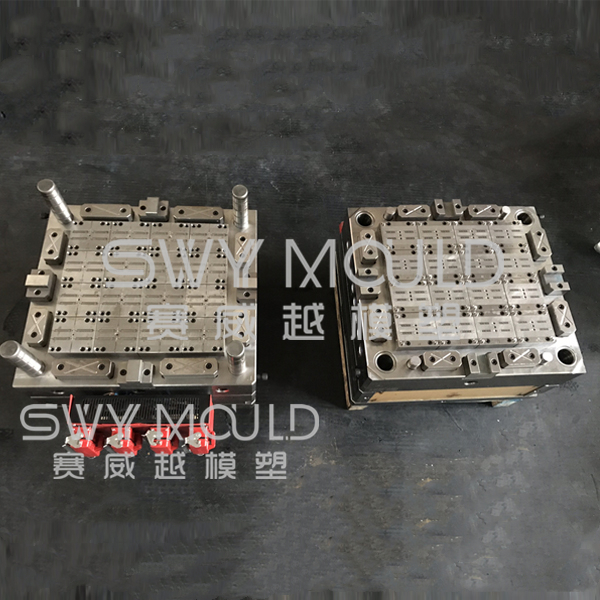
Plastic material: PP
Size: length-70mm; width-18mm
Mould steel: 718H
Mould base: C50
Mould cavity: 32
Runner system: cold runner
Gate type: submarine gate
Suitable machine: 150T
Cycle time: around 20S
Molding type: drop automatically
Types of plastic injection mould base
1. Standard Edge Gate Mold Base (2 plates mold)
2. Standard Point Gate Mold Base (3 plates mold)
3. Standard Simplified Point Gate Mold Base (Simplified 3 plates mold)
A standard mold base is composed of four parts, i.e., mold plate, guide pin bushing, return pin, and screw.
According to its application, the mold plate can be divided into two categories: the main plates (A Plate and B Plate) and the structural plates (top clamping plate, bottom clamping plate, support plate, ejector plate, space block, and runner stripper plate, etc.). Any mold base is made up of A Plate, B Plate, and different structural plates assembled in a certain order.
For multi-cavity mould, the cooling system is very important.
Cooling system for plastic injection mould
The cooling system is also known as the mold temperature adjusting system. Importance to adjust the mold temperature: Mold temperature plays an important role in determining the quality and molding cycle of a plastic product.
1. The fluctuation of mold temperature greatly influences the shrinkage rate, dimensional stability, deformation, stress cracking, and surface finish of the final product.
2. Mold temperature’s influence on the molding cycle: cooling time takes up about 80% of the molding cycle.
Principles of cooling system design
1. Fast Cooling
2. Uniform Cooling
3. Easy Processing
Ways of making a good cooling system design
1. Maximize the number of cooling circuits and the diameter of the cooling channel on the condition that the heat transfer area and mold structure meet the needs for molding cooling.
2. The cooling channel needs to be appropriately laid out. When the product possesses an even thickness, it is better for the cooling channel to keep a consistent distance from the product surface, with a layout aligned with the profile. When the product has an inconsistent thickness, cooling should be intensified at the thicker sections.
3. Usually, the temperature around the gate is higher, which, accordingly, takes a longer time to cool. So, the coolant should flow from around the sprue to other parts of the mold.
4. When designing a cooling line layout, usually it is 1:1.5-2:4-5, i.e., the diameter of the waterline; distance from the product: the interval between water lines = 1:1.5-2:4:5.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Clothes Peg Mould Suppliers