USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.

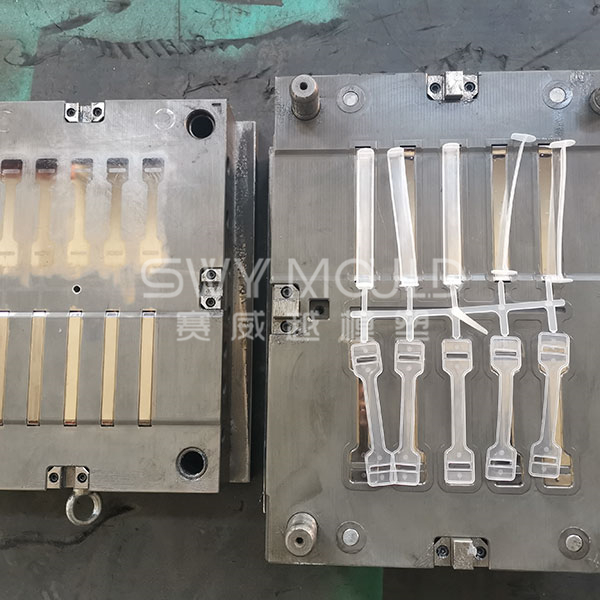
Core & cavity Steel: H13 with HRC42-45
Cavity No.: 2cav
Injection system: 2 drops hot runner
Ejection: stripper
Mold dimension: 620*500*540mm
Cycle time: 8s
Plastic material: clear PP
Guaranteed lifetime: 500K
Suited high-speed machine: 300T
Why thin-wall molds cost more than other molds?
Thin wall molding requires injection molding machines that have the ability to generate high injection speeds, high injection pressures, are repeatable, and are rigid enough to be reliable for the long term. These machines are expensive.
Similarly, the injection mold needs to be strong enough to withstand high cavity pressures, clamp tonnages, and production rates.
A poorly designed mold will break very quickly.
The mold cooling system design must be optimized so that heat is extracted quickly. Just having thin walls on a part is not enough to get fast cycle times.
Expect to spend substantially more on both machines and molds compared with general-purpose molding. You simply have to spend the money to get long-term reliability and quality. If you skimp on price then you will get ongoing quality issues and machine breakdowns.
You get what you pay for.
The right steel for thin wall molds
For thin wall molds, especially under high-speed high pressure injecting, steel hardness must be HRC42 above, thus mold can be guaranteed its lifetime.
NAK-80 or 718H, only with HRC30 above. No need to consider. Even H13 is the basic steel for thin wall molds.
In addition, the raw material is clear transparent PP, which requires steel polishing property.
Above all, suggest S136 with HRC43-45.
If your budget limit, then suggests H13 with HRC43-45.
Technical points of thin wall molds
1. optimized cooling system
2. unique air venting system
3. independent core/cavity design, you can change every one even molds on the injection machine
4. correct steel selection for different components for thin wall mold
5. three steps tooling process to reach a high precise dimension also avoid steel deform
6. strict dimension inspection after each machining step
7. strict quality inspection before shipping,
for example, high press water test to be sure no water leakage,
movable parts checking to make sure all move smoothly,
more than 3 hours mass production to be sure mold work stable performance
Example of process parameters for a thin wall part
Injection time: 0.2S
Injection pressure: 1400 bar
Hold time: 0.5S
Hold pressure: 700 bar
Cushion: 3mm
Cooling time: 0.8S
Opening time: 1.6S
Closing time: 0.9S
Plasticizing time: 1S
Cycle time: 4S
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Disposable Packing Box Mold Suppliers