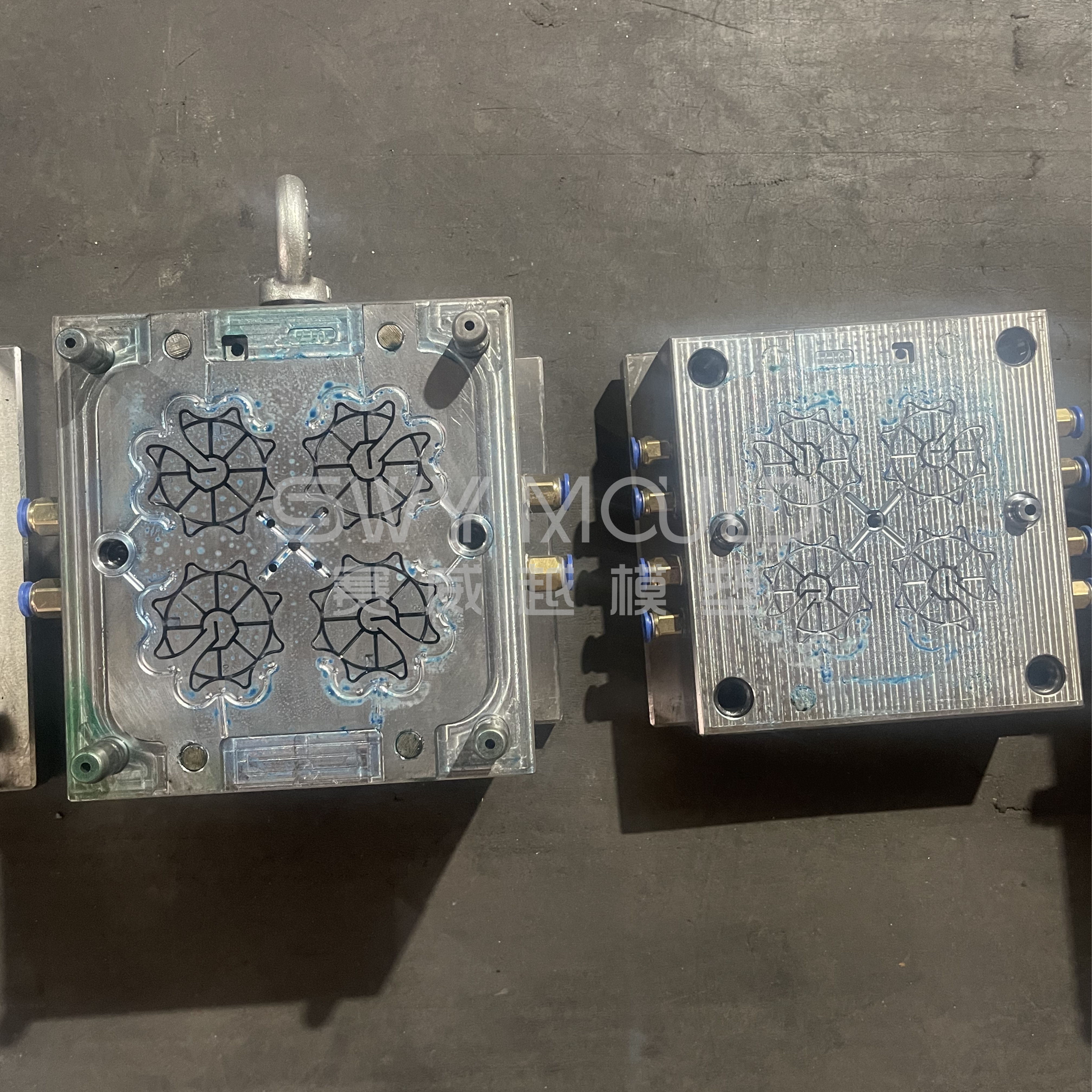
USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.


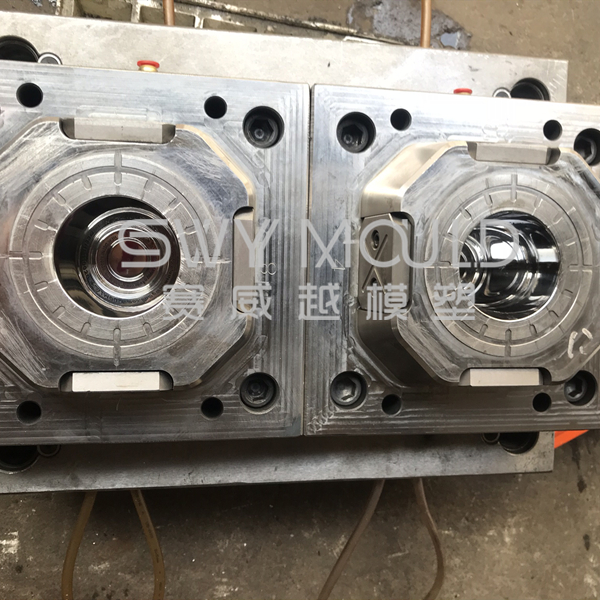
Mold steel: S136+beryllium copper
Mold base: LKM
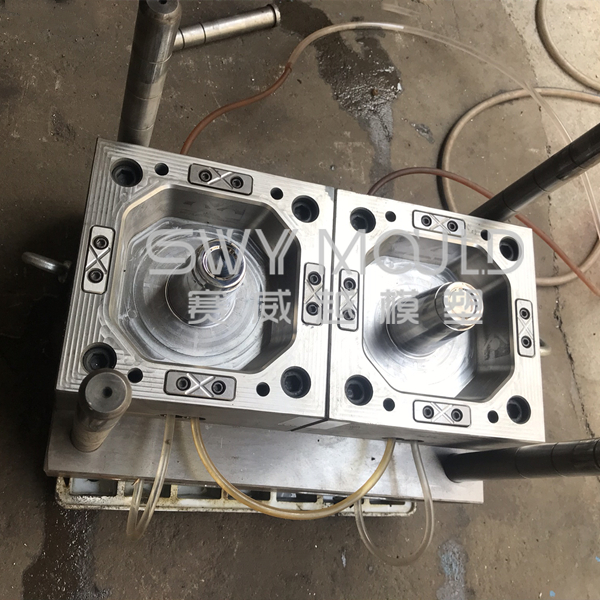
Mold cavity: 2
Cup material: PP
Wall thickness: 0.5mm
Cup weight: 7g
Injection system: pin-point gate, hot runner
Machine suited: high-speed injection molding machine
Delivery time: T1 of 50 days
Plastic thin-wall cup mold design points
Thin-walled plastic parts have a small wall thickness, but they must meet the impact strength, appearance quality, and dimensional stability of the product, as well as the tolerance of precise dimensions, and they can withstand large static load requirements. Therefore, the rigidity, impact resistance, and manufacturability of plastic parts must be considered in the design process.
1. Since the thin-walled plastic injection mold cavity is very narrow and the melt filling resistance is large, the plastic parts should be designed to avoid sharp corners and reduce perforation.
2. Thin-wall injection molding processes use higher pressures, which can limit localized contraction, thus allowing thicker stiffeners to be designed. When the wall thickness is less than 1.00mm, the ribs can be as thick as the wall. Also provided may be added in a small bead on the outer edge of the interior molding or plastic parts.
3. Since the shrinkage of the thin-walled plastic parts is small, the draft of the reinforcing ribs, bosses, and edges should be increased.
4. Since the flexural stiffness is inversely proportional to the cube of the wall thickness, the thinner the part, the poorer the stiffness. The easiest way to increase the stiffness of plastic parts is to use fiber-filled reinforcements. Fastening of plastic parts is achieved utilizing snap connection, screw connection, ultrasonic welding, and two-color injection molding combination parts to connect multiple parts as firmly as a single part.
5. The last factor to consider is the impact strength. Most thin-walled plastic parts have strict impact resistance requirements because the product will have uncontrollable events during use. There are two ways to increase the impact strength:
* Transfer shock load. The load can be transferred to the internal structure of the plastic part. This way does not require extra space and therefore the shape does not deform. It should be noted that consideration should be given to avoid stress concentration points.
* The exterior is designed to absorb most of the impact through deformation. This design requires more space to protect the internal plastic parts from damage. Stress concentrations such as sharp gaps in the structure should be avoided.
Selection of plastic raw material
At present thin-walled plastic injection molding applications more plastic: PP, ABS, PC/ABS mixture and PA6, etc. PP plastics have MI of up to 60g/10 min. Many plastic parts use PC/ABS the toughness of PC and the fluidity of ABS, which are often used in thin-walled plastic parts.
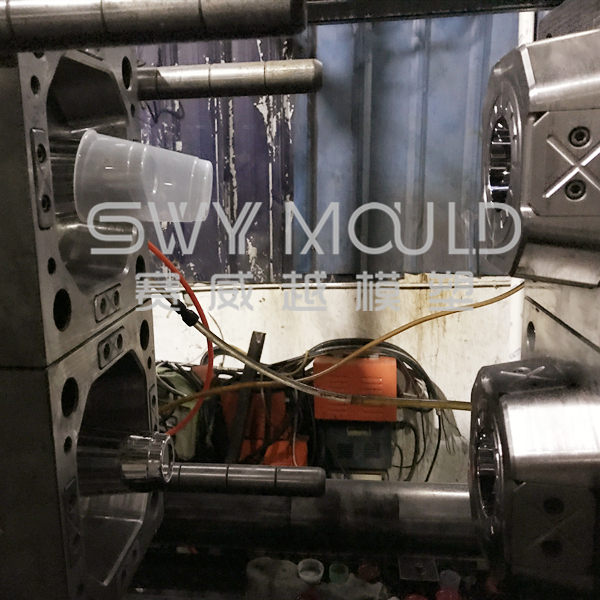
Injection molding machine selection of plastic thin-wall cup mold
Experience tells us that conventional injection molding machines can hardly satisfy thin-wall injection molding.
1. Thin-wall injection molding machines generally require smaller barrels than conventional injection molding machines. The injection volume is preferably 35-75% of the maximum injection volume of the injection molding machine.
2. Injection molding machines must use high-resolution microprocessors to control. Throughout the thin wall injection molding process. Pressure and speed should be controlled independently at the same time. The conventional way of the injection molding machine is to use speed control during the filling stage and the pressure control stage to pressure control. This way does not apply.
3. The hydraulic injection molding machine for thin-wall injection molding machines is designed with an accumulator, which can frequently drive injection and mold clamping. In order to withstand the high pressure of the injection molding machine, the lock plate force must reach 7.5-10.5kg/mm². In addition, when the wall thickness reduces the injection pressure, the large template helps to reduce the bending.
4. Speed is one of the key factors for the successful injection of thin-walled plastic parts. Rapid filling and high pressure can inject molten thermoplastic material into the mold cavity at high speed to prevent the gate from solidifying. If a standard plastic part is filled within 2 seconds, then the mold thickness is reduced by 25%, then the filling time needs to be reduced by 50%, just 1S.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Thin-wall Cup Mold Suppliers