USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
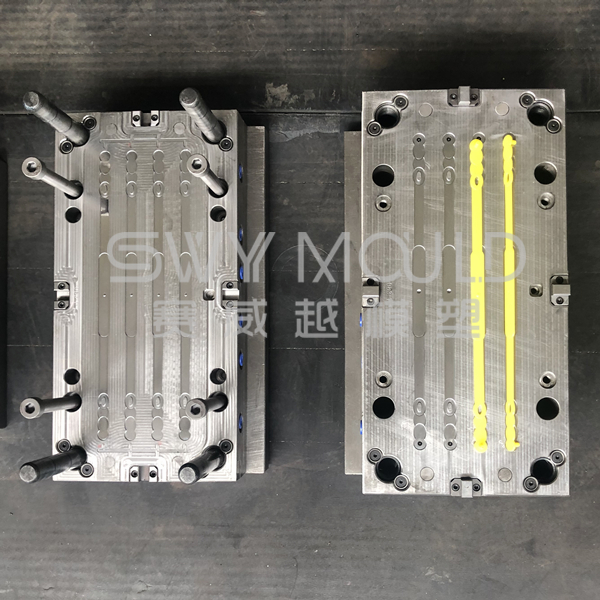
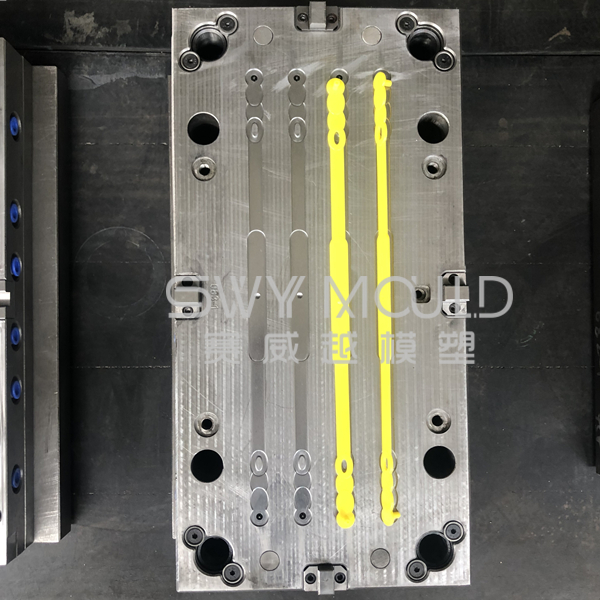


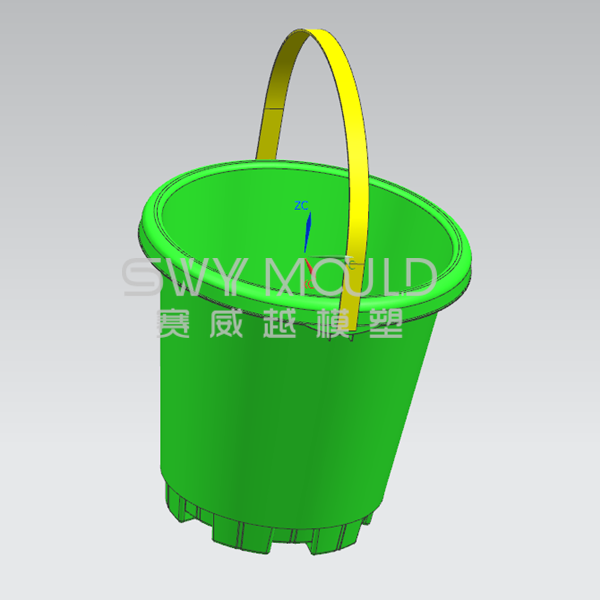
Handle size: 370mm length
Handle material: PP resin
Mould steel: P20
Mould base: 60#
Nos. of cavity: 4
Injection system: cold runner
Mould size: 480*290*280mm
Mould weight: 230 KG
Suited machine: Haitian MA 1600 OR MA900
Tips of cooling time for an injection mould
This is intended to proved quick insight into the cooling time required for a specified thermoplastic resin to solidify during the injection molding process. Specifically, the time estimated is the cure time separating the injection and ejection phases of the process.
You can use this to gain insight into how long it will take to make your part and thus, how changes in thickness can affect production capacity and cost.
Calculations are presented for the following two cases:
Plate: An infinite plate of specified thickness.
Rod: An infinite rod of specified diameter.
For both cases, the time calculated is the time for the center of the section to reach the ejection temperature. Quantities required for calculations are as follows:
* Plate Thickness
* Rod Diameter
* Density
* Specific Heat
* Thermal Conductivity
* Mold Temperature
* Melt Temperature
* Ejection Temperature
The cooling model assumes the thermal properties do not change with temperature. This is not really the case but for most scenarios, the error will be smaller than that induced by inaccuracies in predicting mold cooling and other issues that may affect ejection.
Obviously, the application of this program will require the user to idealize all but the simplest of parts to obtain meaningful results. In the end, it is advisable to have a more rigorous cooling analysis completed on any part before finalizing the design and commissioning tooling. For more information on how this is accomplished may contact our SWY MOULD.
The factors of determining the mould cavity
The number of cavities depends on the available production time, product quantity required, machine shot size and plasticizing capacities, shape, and size of the molded parts, and Injection mold costs.
1. Formulas
Following are simple formulas for determining the number of cavities. Use the minimum value derived from the following formulas.
2. Product quantity
If the dimensional tolerance of the part is not very critical and a large number of molded parts are required, multi-cavity molds are preferred. The number of cavities is dependent on the time available to supply a specific lot of parts, the number of parts in the lot (L), the cycle time to produce a single set of parts (tc), the reject factor (K), expressed as K = 1/(1-reject rate). The relation is:Number of cavities = L x K x tc / tm
3. Shot capacity
The injection machine shot capacity is also a factor in determining the number of cavities. Take 80 percent of the machine capacity as the shot weight (S) and divide by the part weight (W) to get the number of cavities. The relation is:
Number of cavities = S / W
4. Plasticizing capacity
The injection machine plasticizing capacity is also a factor. Divide the plasticizing capacity (P) of the machine by the estimated number of shots per minute (X) and part weight (W). The relation is:
Number of cavities = P / ( X x W )
Determining Number of Cavities
General specifications of mould standards
The customer is to approve mould design before the start of construction. All moulds are to have adequate channels for temperature control. Wherever feasible, all details should be marked with steel type and Rockwell hardness. The customer name, part number, and mould number should be stamped on all molds. All moulds and large components should have adequate provisions for handling, i.e., eyebolt holes, prybar slots, etc.
1. SPI Class 101 Moulds: (Rated for One Million or More Cycles) Mould design required. The mould base should be a minimum hardness of 280 BHN. Moulding surfaces (cavities and cores) must be hardened to a minimum of 48 HRC. All other details, such as slides, heel blocks, gibs, wedge blocks, etc., should also be of hardened tool steels. Ejection should be guided. Slides must have wear plates. Temperature control provisions to be in cavities, cores, and slides wherever possible. Over the life of the mould, corrosion in the cooling channels decreases cooling efficiency thus degrading the part quality and increasing cycle time. Therefore, it is recommended that plates or inserts containing cooling channels be of a corrosive-resistant material or treated to prevent corrosion. Parting line locks are required on all molds.
2. SPI 102 Moulds: (Rated for no more than one million cycles) Mould design required. This mould is identical to Type 101. The following items are not required: guided ejection, hardened slide wear plates, plated water channels, and, wear plated cavities. All other extras are optional. This tool is a medium to high production tool that is good for abrasive materials and/or close tolerance products.
3. SPI Class 103 Moulds: (Rated for Under 500,000 Cycles) Mould design recommended. The mould base should be a minimum hardness of 165 BHN. Cores and cavities must be 280 BHN or higher. All other extras are optional.
4. SPI Class 104 Moulds: (Rated for Under 100,000 Cycles) Mould design recommended. The mould base can be of mild steel or aluminum. Cores and cavities can be of aluminum, mild steel, or any other agreed-upon metal. All other extras are optional.
5. SPI Class 105 Moulds: (Rated for no more than 500 cycles) The mould base may be constructed from cast metal or epoxy or any other material offering sufficient strength to produce the minimum prototype pieces. This tool is only for prototype purposes. All other extras are optional.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Injection Mould Of Toy Water Bucket Handle Suppliers




