USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
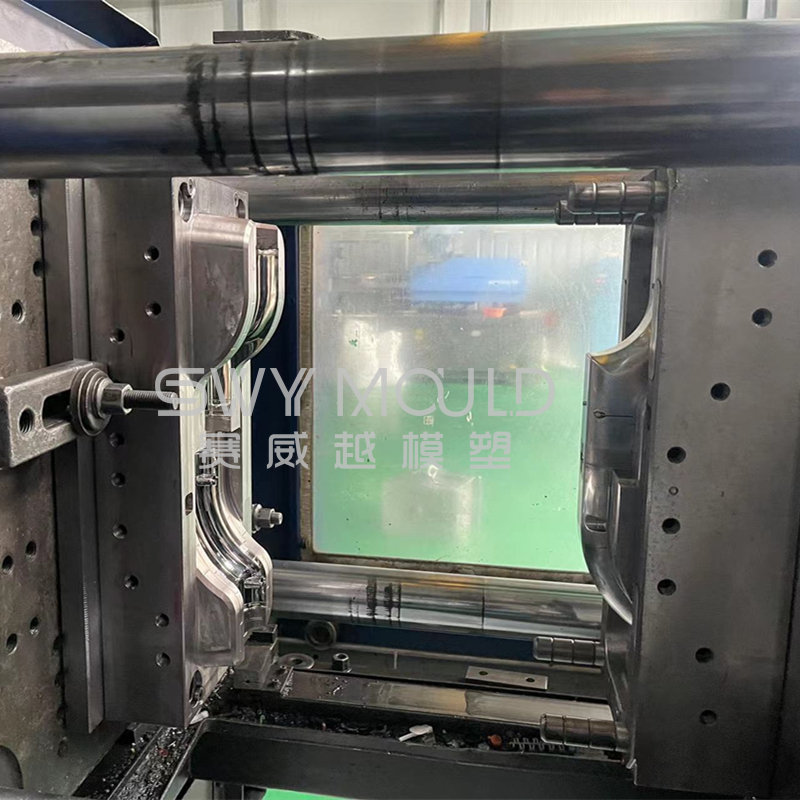

Plastic resin: PVC
Mould steel: P20
Mould base: C50
Mould cavity: 1+1
Injection system: cold runner
Gate system: side gate, cut runner by hand
Lead time: 45 days
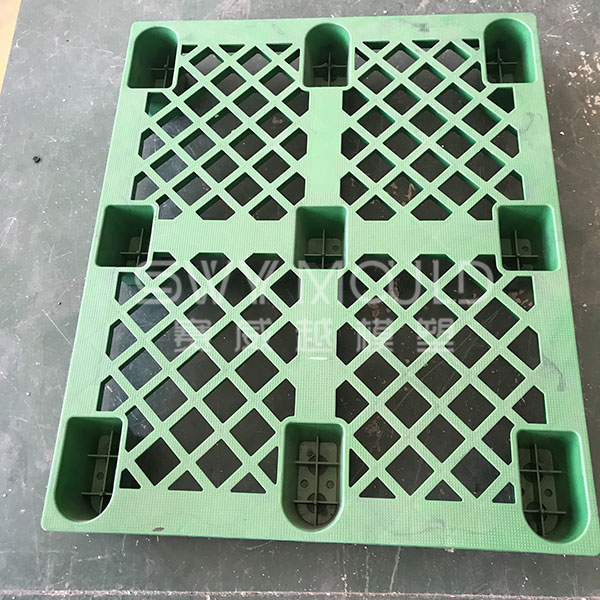
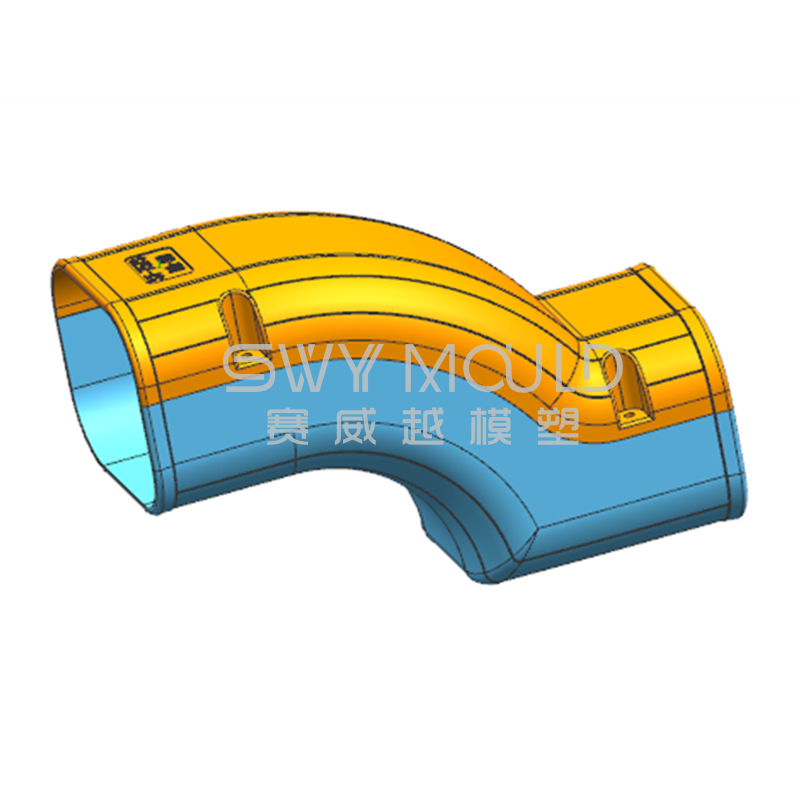
What is a split AC PVC line cover?
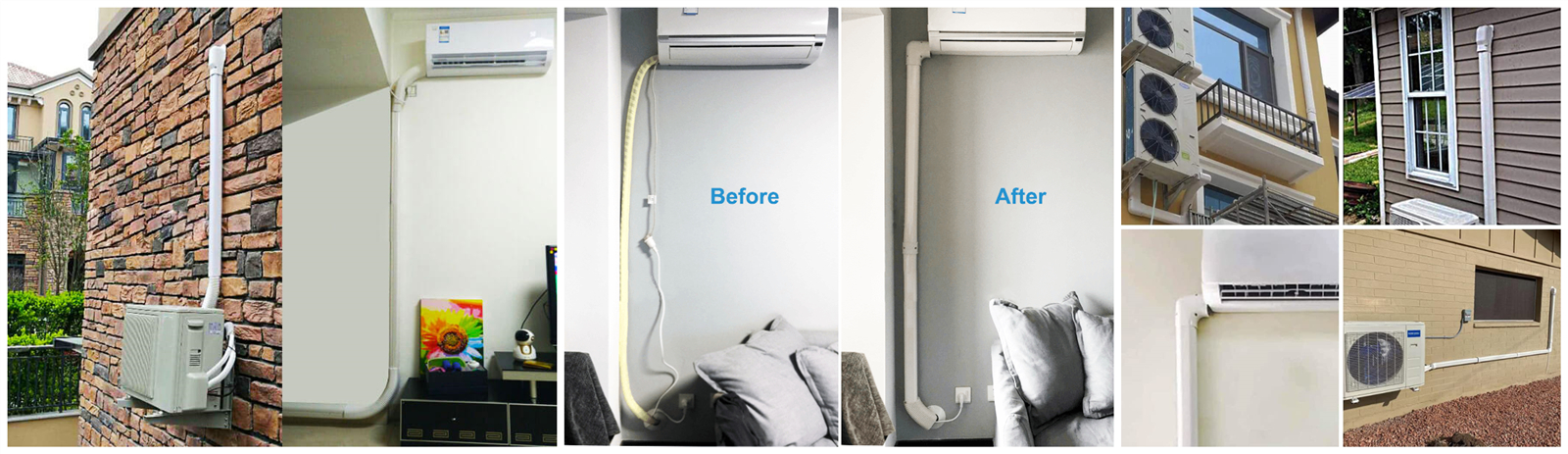
Every mini-split comes with refrigerant lines. There is just no avoiding that. These lines usually run along the outer wall. To put it mildly, these mini-split lines are not visually pleasing. That’s why pretty much everybody with an installed mini-split is looking for a mini-split line set cover kit. These are decorative covers for mini-split refrigerant lines, usually made from durable PVC plastic.
The good thing is that you can just buy the kit and DIY the mini-split AC line set cover with the kit alone. Essentially, you can hide the ugly-looking lines like this:
The requirement of injection mould design
1. In-depth analysis of the structure of plastic parts and their technical requirements. The structure of the plastic part determines the complexity of the injection mold structure. The technical requirements of the plastic part (dimensional accuracy, surface roughness, etc.) determine the difficulty of the injection mold manufacturing and molding process, so there is no special requirement for plastic injection molding. Unreasonable structural shapes, etc., should be proposed to improve the design of injection molded parts, otherwise, it will increase the difficulty of injection mold design and manufacturing and injection molding process.
2. Familiar with the technical specifications of injection molding machines. The technical specifications of the injection molding machine restrict the size of the injection mold and the range of injection products that can be molded.
3. Understand the processing performance and process performance of plastics. Including the flow position of the plastic melt, the larger the flow distance ratio that the melt can achieve: analysis of the flow resistance of the runner and the cavity, the original air discharge in the mold cavity, and the possible occurrence of the plastic in the injection mold Crystallization, orientation and the internal stress caused by it, plastic cooling shrinkage and compensation problems, plastics' requirements for injection mold temperature, etc.
4. Considering the design and manufacture of injection molds, the following problems are mainly solved:
* The injection mold structure should be selected reasonably.
According to the drawings and technical requirements of plastic parts, research and select appropriate molding methods and equipment, combined with the machining capabilities of the factory, propose injection mold structure plans, fully solicit opinions from relevant parties, conduct analysis and discussion, so as to design the injection mold structure Reasonable, reliable, and easy to operate. When necessary, according to the needs of injection mold design and processing, the requirements for modifying the drawings of plastic parts can be proposed, but it can be implemented after obtaining the user's consent.
* The size of injection molded parts should be calculated correctly.
Molded parts are a direct factor in determining the shape, size, and surface quality of plastic parts, which are closely related and require special attention. When calculating the size of molded parts, generally the average shrinkage method can be used. For plastic parts with high accuracy and the need to control the mold repair margin, it can be calculated according to the tolerance band method. For large precision plastic parts, try to use the analogy method to calculate the shrinkage rate of the measured plastic part geometry in different directions. Make up for the influence of certain factors that are difficult to consider in theory.
* The designed injection mold should be easy to manufacture.
When designing an injection mould, try to make the designed injection mold easy to manufacture and low cost. Especially for those more complex molded parts, it is necessary to consider whether to use general mechanical processing methods or special processing methods. If a special processing method is used, then how to assemble after processing, similar problems need to be considered and resolved when designing the injection mold, and at the same time, the mold repair after the trial mould should be considered, and sufficient mold repair margin should be left.
* The designed injection mould should be efficient, safe, and reliable.
This requirement involves many aspects of injection mold design, such as the gating system needing to be filled, the module being closed, the temperature adjustment effect being good, and the demolding mechanism being flexible and reliable.
* Injection mould parts should be wear-resistant and durable.
The durability of injection mould parts affects the service life of the entire injection mould. Therefore, when designing such parts, not only should the material, processing method, heat treatment, etc. be required, the pin parts such as pushrods are also easy to jam. Bending, breaking, and the resulting failures account for most of the injection mold failures. For this reason, how to adjust and replace conveniently should be considered, but it should be noted that the life of the parts is compatible with the injection mold.
* The structure of the injection mould must adapt to the molding characteristics of the plastic.
When designing an injection mould, you should fully understand the molding characteristics of the plastic used and try to meet the requirements, which is also an important measure to obtain high-quality plastic parts.
Plastic injection mould quality control in SWY MOULD
1. Plastic mould quality management method
Each process of plastic mould fabrication must be in strict accordance with the drawings, and process requirements, provide injection mould workpiece, fitter through grinding, adjustment, and confirmation to complete the mould assembly in accordance with quality system stipulations.
2. Processing quality control methods
SWY MOULD has a comprehensive understanding of the plastic mould and part, with high skills, a sense of responsibility, and initiative. Each monitor will guide the complex workpiece before processing according to the difficulty of the work, and clearly show the staff where the key points need to be paid attention to and make marks. Only after measurement confirmation of each process can the mould workpiece can be transferred to the next process.
3. Responsibilities of each process
The work of processing is to process the mold according to the requirements of the drawings.
On the premise of doing a good job in this process, to provide convenience for other processes.
4. Process key quality problem points and countermeasures in SWY
* Mould design problem points and countermeasures
* Mould CNC machining problem point and countermeasures
* EDM (Electrical spark) problem point and countermeasures
* Wire cutting problem points and countermeasures
* Fitter problem points and countermeasures
Checking and acceptance of injection mould
In order to ensure that the injection molding mold can meet the standard, it is necessary to consider the applicable regulations and design scheme and ensure its service life. When it is normally completed and put into operation, it is necessary to ensure the quality of the mold specification from the aspects of product quality, mold structure, and injection molding process regulations. On the other hand, the transformation of household appliances has also driven the in-depth development of the household appliance plastic mold industry. At present, large and fine injection molding molds have received more and more attention from enterprises. It has no intention to put forward higher requirements and tests for the domestic plastic mold industry. So how to accept the injection mold?
1. The product surface is not allowed to have defects, lack of material, burning, whitening, peaking, foaming, cracking, baking and wrinkling.
2. Generally, the welding length of the annular broken hole shall not exceed 5mm, and the welding length of the special-shaped broken hole shall be less than 15mm. The compressive strength of welding can be tested according to the active safety factor.
3. The surface appearance shall not be folded. Generally, the flatness of small products is less than 0.3mm.
4. There shall be no air particles or material flowers in the appearance, and generally, there shall be no bubbles on the mold surface.
5. The geometric figure and specification precision of the product shall comply with the provisions of the die drawing or three-dimensional document. The dimensional tolerance of shaft parts is negative, and the average wall thickness is generally specified for the product wall thickness. The non-uniform wall thickness shall meet the requirements specified in the engineering drawings.
6. There shall be no scratch on the surface of the cover and bottom shell. There are matching holes, shafts, and surfaces, and the matching spacing and application regulations shall be ensured. The contents of the factory nameplate of the mold are complete. The factory nameplate shall also be attached to the bottom of the formwork and the formwork foot around the reference angle.
7. The cooling nozzle shall not extend beyond the surface of the mold embryo, and the injection molding mold must be produced and processed with a low head drill. The diameter of the head hole shall be 25mm, 30mm, and 35mm respectively, the fillet of the pipe orifice shall be consistent, and there shall be signs of passage and entrance and exit.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM PVC Line Cover Injection Mould For Split AC Suppliers