USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.

Plastic resin: ABS
Part dimension: 220*190*135mm
Nos. of cavity: 1
Machine tonnage: 650T
Shot weight: 305g
Cycle time: 46.5S
Operation mode: fully automatic
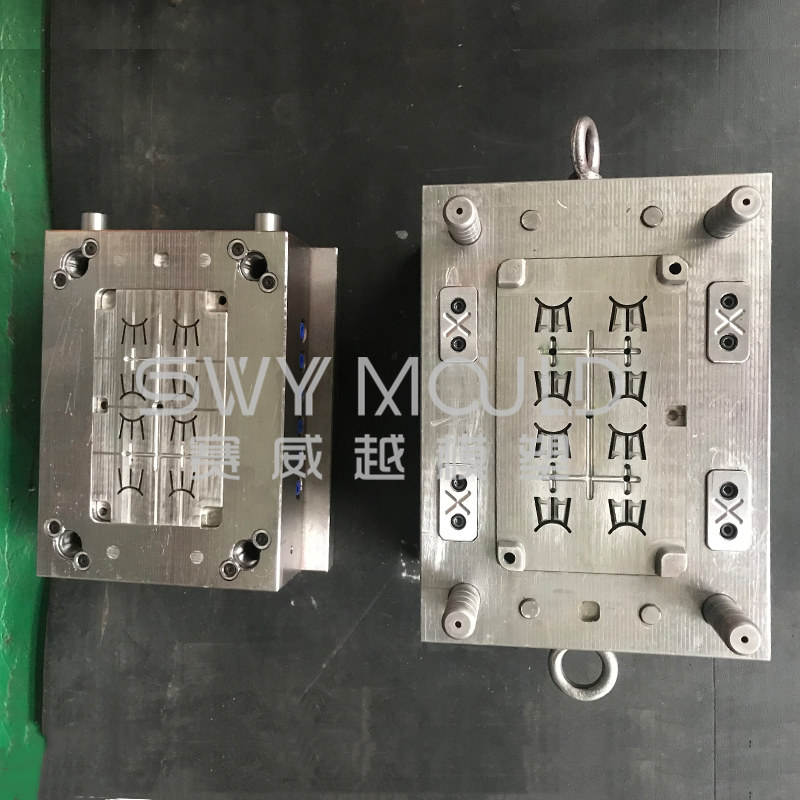
Design capability in SWY MOULD
High-quality molds first depend on good mold design.
SWY MOULD has a rigorous organizational structure and scientific and orderly project management process, has an experienced design and engineering development technical team, and uses the world's leading design software: UG, SolidWorks, Auto CAD, Pro-E, etc. 2D and full 3D design of complex products, split and create 3D parts drawings. And use advanced software to simulate flow analysis to ensure the rationality of mold design.

Quality assurance in SWY MOULD
Regarding quality as life, all operations at SWY have been carried out under ISO 9001 procedures.
With advanced high-precision testing equipment, 100% inspection from material input to shipment.

Measuring equipment:
* Three-dimensional measuring machine
* Two-dimensional measuring machine
* Microscope
* Altimeter
* Calipers
* Needle gauge, block gauge
* Micrometer
* Hardness tester
Analysis of the ABS plastic injection molding process
Injection molding performance of ABS: Generally, the melting point of ABS plastic injection molding is about 170℃ and its decomposition temperature is 260℃, with a wide range of adjustable injection temperatures. During the injection molding process, the temperature often ranges between 180 – 240℃. Due to the existence of rubber, it is able to absorb a small amount of water, so it needs to be dried during production – dried for 1 – 2h in temperatures between 80 – 90℃; at the same time, due to its poor thermal stability caused by the existence of rubber, it tends to decompose, so it is better than the raw material does not stay in the barrel for too long during injection molding; though the viscosity of the molten ABS is higher than that of PS, it is able to completely fill the mold with average gates and sprues; the product often generates static electricity, which tends to attract dust and dirt; shrinkage rage is 5‰, and overflow limit value 0.05mm.

1. Dry process of ABS plastic material
Due to its moisture absorption feature and sensitivity to moisture, the ABS plastic needs to be fully dried and preheated before processing,
which not only helps eliminate the firework-like bubbles and silver lines on the surface caused by moisture but also facilitates plasticization, thus reducing color shading and cloud pattern on the product surface. The moisture content in the raw ABS material needs to be kept under 0.13%. Pre-injection drying conditions: dry under 75 – 80℃ temperature conditions for 2 – 3h in dry seasons or winter; and under 80 – 90℃ temperature conditions for 4 – 8h in summer or rainy days. It will require a long time to dry the material, i.e. up to 8 – 16h, if the product requires excellent glossiness or features a complex structure. Due to the fact that the cloud pattern on the product surface caused by the small amount of moisture is often ignored, it is better to convert the hopper of the machine into a hot wind drier, so as to prevent the dried ABS material from absorbing moisture again in the hopper. However, this type of hopper needs enhanced moisture control, as well as overheat prevention during occasional production interruption. The proportion of recycled materials cannot exceed 30%, while the application of recycled materials is not allowed for electroplating grade ABS.
2. Injection temperature of ABS plastic material
For the ABS plastic injection molding, the relationship between temperature and melt viscosity is different from that of other amorphous polymers. In the melting process with the temperature keeps rising, the melt viscosity actually drops in a very limited range. Once reaching the plasticizing temperature (proper processing temperature range, such as 220 – 250℃), if the temperature is kept rising blindly, the ABS material with poor thermal stability will definitely experience thermal decomposition, which may increase the viscosity, thus making it more difficult for injection molding, while affecting product mechanical properties. Therefore, though the injection temperature of ABS is higher than that of some other plastic materials, like the PS, it does not enjoy a more extensive temperature range as the latter does. For some injection machines with poor temperature control, when a certain number of ABS products have been manufactured, yellow or brown coke granules, more or less, tend to be found on the product. Also, it is very difficult to resolve this problem by the addition of new materials or means of empty shots. The reason is that the ABS plastics contain butadiene, so under high-temperature conditions, when some plastic pellets firmly stick to some not-easy-to-cleanse surfaces, like screw slots, they will be prone to decomposition and carbonization if they are heated for too long. Since operation in higher temperature conditions may cause problems to ABS, it is necessary to control the temperature of each barrel section. Of course, different mold temperatures are applicable to ABS materials of different types and compositions. The temperature of a plunger injection machine is kept between 180 and 230℃, while that of a screw-type injection molding machine is between 160 and 220℃. It is worth mentioning that the processing temperature of ABS is quite high, while it is very sensitive to the changes of various process factors, so it is of great importance to control the temperature at the barrel front end and the nozzle part. It has been proved that any slight changes in these two parts can be reflected in the product. The more drastic the temperature change is, the more defects will be caused, including weld lines, poor glossiness, flash, product sticking, and discoloration.
3. Injection pressure of ABS plastic material
The viscosity of ABS is higher than that of PS or MPS, so a higher injection pressure is required during the injection molding process. Of course, not all ABS products require the application of high pressure. A lower injection pressure may be applicable to small, simple-structured, or thick products. During injection molding, the in-cavity pressure level at the moment of gate closing often plays a critical role in defining the surface quality and the silver line defect level. A too-low pressure will lead to a high plastic shrinkage rate and create a bigger opportunity for the plastic to be released from the cavity surface, thus causing a cloud pattern on the product surface. If the pressure is too high, the friction between the plastic and the cavity surface will be increased, thus causing mold adhesion.
For more points please see https://www.swymould.com/product/electrical-appliance-mould/more-appliance-mould/kitchen-mixer-plastic-lid-injection-mould.html
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Kitchen Blender ABS Base Stand Injection Mold Suppliers