USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.

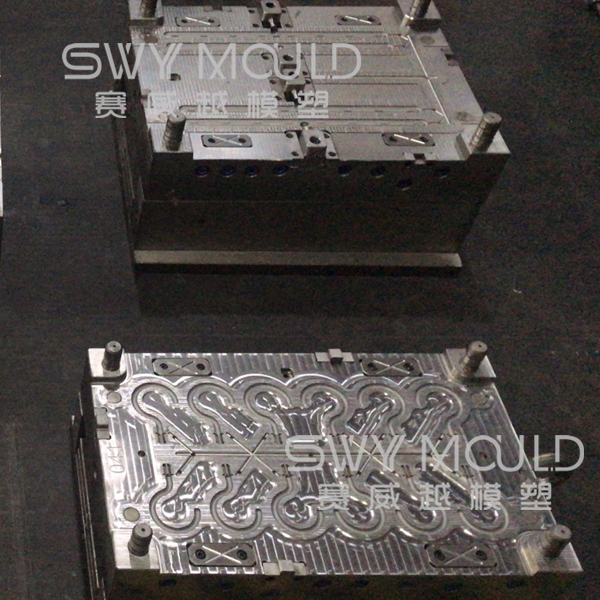

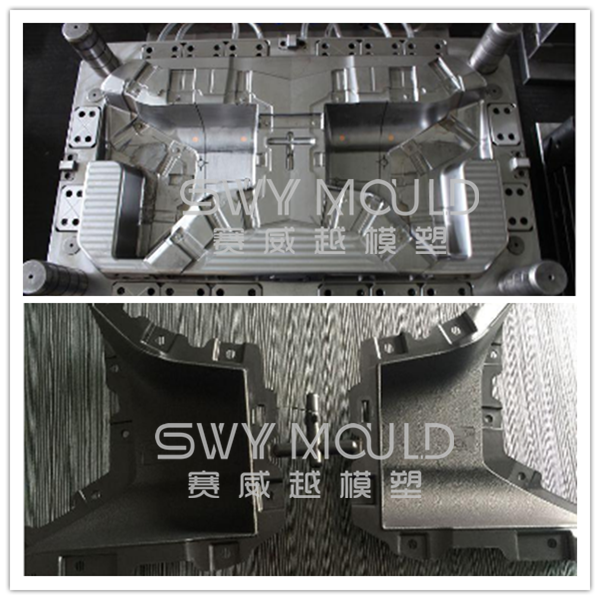
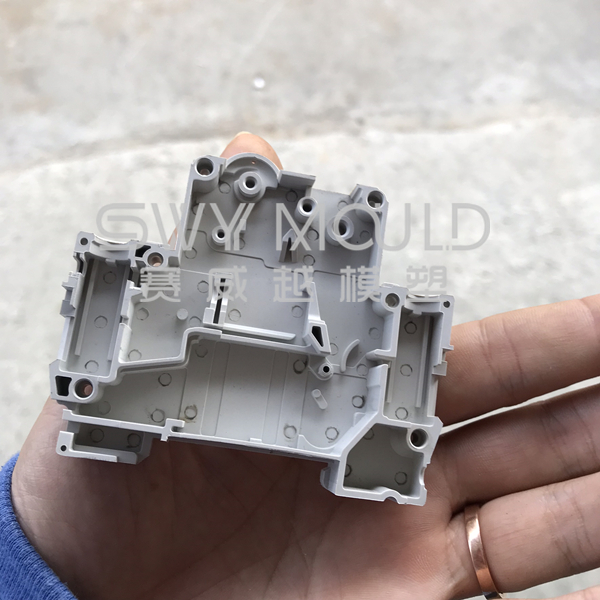
Part features: horizontal shaped with hanger head and clips
Part material: PP
Mold material: 718H
Mold base: 60#
Cavity number: 4
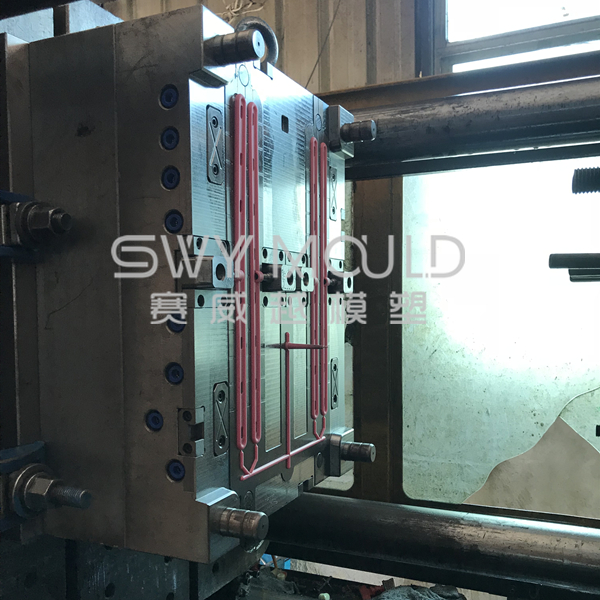
Runner: semi-hot runner
Gate: one tip gate
Mold life: more than 3 million shots
Molding features: fully automatically drop
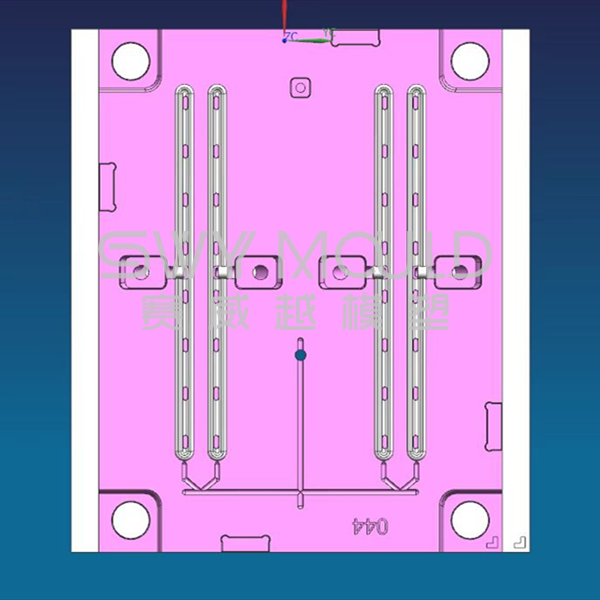
Gate design considerations for plastic clothes rack injection mold
1. Injection molding gate is a small opening between the runners and the mold cavity. their location, quantity, shape, and size, etc. have a great influence on product appearance, dimensional, physical characteristics, and production efficiency.
2. The gate size is dependent on product weight, material, and gate types. The length, depth, and width of a gate should be minimized as long as that product's physical performance and production efficiency can be guaranteed.
3. If the gate is too small, injection molding defects like an uncompleted filling, sink mark, and flow marks will occur, and the molding shrinkage rate will increase.
4. If the gate is too big, excessive residual stress may happen around the gate, cause deformation or cracks on production, and also it will be difficult to remove the gate after molding.
Gate types for plastic injection molds
1. Direct gate
Melt material enters the mold cavity directly through the sprue, suitable for shell-/box-shaped molds that feature a deep single cavity. With a short runner, the advantages of a direct gate are little pressure loss and convenient venting, the disadvantage of a direct gate is the gate is difficult to remove after molding, with visible gate marks left.
2. Fan gate
The gate gets larger to become a fan shape from the runner to the mold cavity direction. This type of gate is suitable for slender or flat and thin products because it is able to reduce flow marks and directional stress. The angle of the fan is dependent on product shapes. The cross-sectional area of the gate must be smaller than that of the runner.
3. Pinpoint gate
The type of gate that has a sectional area as small as that of a pin. It is usually used for plastic materials that boast excellent fluidity. Normally, the length of the gate is no larger than its diameter, sIt is widely used for the production of covers, housings, and large-area products, The advantage is that the gate is removed from the molding part automatically and with a very small gate mark. The disadvantage is that the small size gate may lead to loss of pressure and cause some injection molding defects during production (flow marks, burnt marks, and black spots, etc.). The shapes of the pinpoint gates include diamond, single-point, double-point, and multi-point, etc. It uses the three-plate mold, with a pore size of about 0.25 – 1.5mm.
4. Side gate
Usually located on one side of the product. the side gate is referred to as the standard gate. The side gate is generally designed on the parting surface. The plastic melt fills the mold cavity from the inside or the outside, the cross-section is mostly rectangular, and the shear rate of the melt and the freezing time of the gate can be adjusted by changing the width and thickness of the gate.
5. Submarine gate
This type of gate is usually inclined and lurks on one side of the parting surface, this is why people call them submarine gate. The material is injected in from the outer side or the inside. The pin-sized gate will be cut off automatically during mold release, thus suitable for automatic production. The sub gates have several variations.
6. Banana gate
The banana gate is a kind of circular-shaped submarine gate structure(looks like a banana). Usually used for two-plate molds, the gate allows the melt material to flow indirectly from the parting surface.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Clothes Rack Injection Mold Suppliers