USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.





Total two molds
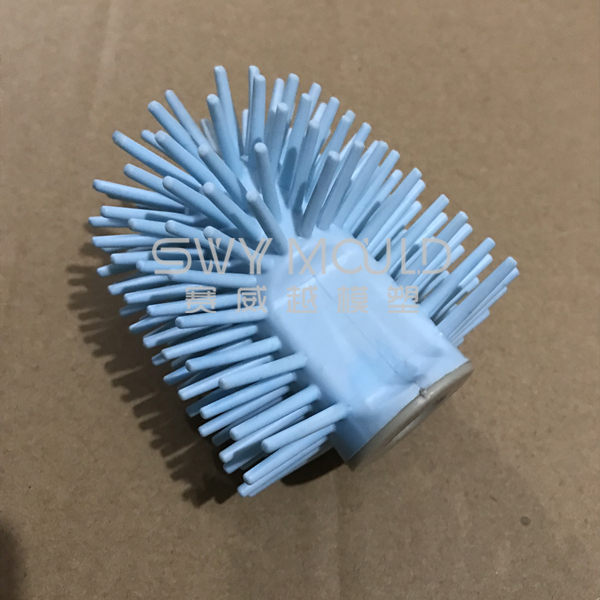
Brush inner material: PP
Brush outer material: TPU
Size: Dia-75mm
Height-95mm
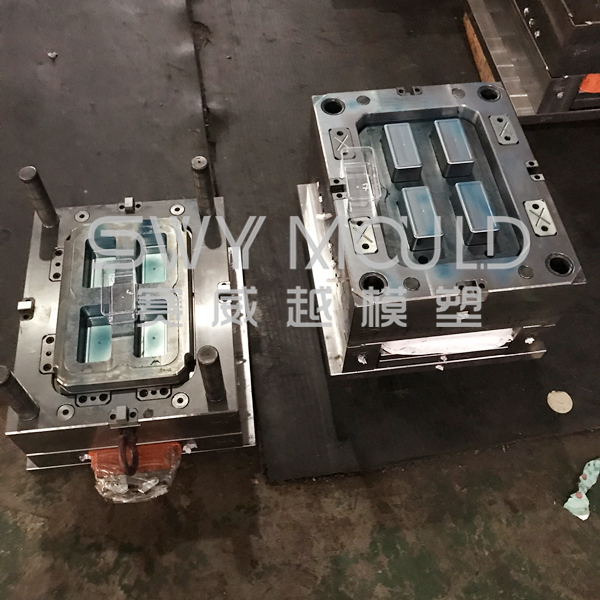
Mold cavity steel: 718
Mold core steel: 718
Mold base: C50
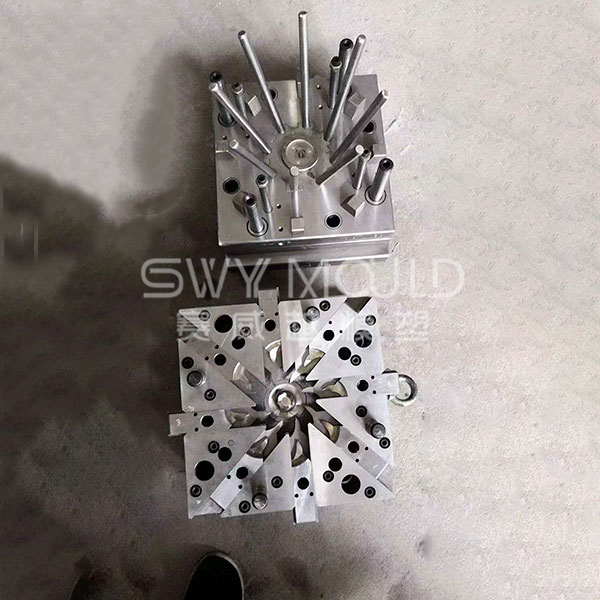
Mold cavity: 4 cavities for PP part
1 cavity for TPU part
Runner: cold runner
Machine tonnage: 80T
The raw material of TPU
Thermoplastic polyurethane (TPU) is a melt-processable thermoplastic elastomer with high durability and flexibility.
TPU provides a large number of physical and chemical property combinations for the most demanding applications such as automotive, wires and cables, breathable films for leisure, sports, and textile coatings, weatherable, non-yellowing films, etc. It has properties between the characteristics of plastic and rubber. Thanks to its thermoplastic nature, it has several benefits over other elastomers that are unable to match, such as:
1. Excellent tensile strength,
2. High elongation at break, and
3. Good load-bearing capacity
Points need to pay attention to in TPU mold design
1. Shrinkage of molded TPU parts
Shrinkage is affected by hardness, thickness, shape, forming temperature, mold temperature, and other forming conditions. Typically, the shrinkage range is 0.005-0.020cm/cm. For example, a 100×10×2mm rectangular specimen shrinks in the direction of sprue length and flow, and the hardness of 75A is 2-3 times that of 60D. The hardness and thickness of TPU will affect the shrinkage rate. When the hardness of TPU is between 78A and 90A, the shrinkage decreases with the increase of thickness. When the hardness is between 95A and 74D, the shrinkage rate increases slightly with the increase of thickness.
2. Good flow passage and cold groove
The main flow passage is the part of the flow passage that connects the injector nozzle to the flow passage or cavity in the mold. The diameter should be enlarged inward at an Angle greater than 2O to facilitate the removal of channel vegetation. The shunt channel is a channel connecting the main channel and each cavity in the multi-groove mold. The layout of the channel on the mold shall be symmetrical and equidistant. Flow channels can be round, semicircular, or rectangular, with a diameter of 6-9mm. Runner surfaces must be polished like cavities to reduce flow resistance and provide the faster filling.
A cold well is an empty space at the end of the mainstream (extension runner) that is used to capture the cold material generated between the two injection slots at the end of the nozzle to prevent the shunt runner or gate from entering and being blocked by the cold material. When the cold material is mixed into the mold cavity, the internal stress of the product is easy to occur. The cold bore is 8-10 mm in diameter and approximately 6 mm in length.
3. Gate and vent
The gate is the runner connecting the main or shunt runner to the cavity. Its cross-sectional area is usually smaller than the runner passage, which is the smallest part of the runner system, and its length should be short. The gate is rectangular or round in shape, and the size increases with the thickness of the product. The thickness of the product is less than 4mm and the diameter is 1mm; The sprue shall be 4-8mm thick and 1.4mm in diameter. The gate thickness is greater than 8mm and the diameter is 2.0-2.7mm. The gate position is usually selected on the thickest part of the product, which is not affected by appearance and use and is at right angles to the mold to prevent shrinkage and avoid spiraling.
A vent or vent is a grooved air outlet that opens in the mold to prevent molten material from entering the mold into the gas and draining the gas from the mold cavity. Otherwise, the product may have pores, poor fusion, insufficient filling or gas trap, or even burn out due to high temperature caused by air compression, resulting in internal stress of the product. The outlet can be set at the end of the melt flow in the mold cavity or at the parting line of the plastic mold with a depth of 0.15mm and a width of 6mm.
It is necessary to control the die temperature as uniformly as possible to avoid warping and twisting of parts.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Toilet Brush TPU Injection Molding Suppliers